佛山市喜亞鋁業有限公司
一站式整體解決方案專家,專業打造高端鋁材品牌
0757-81181368
一站式整體解決方案專家,專業打造高端鋁材品牌
0757-81181368

銷售部
張青:180-2224-1999
侯先生:133-2671-8618
電話:0757-81181368
QQ:287660868
郵箱:xy18022241999@163.com
網址:m.hginsight.cn
地址:佛山市南海區獅山鎮招大白泥坑工業園16號
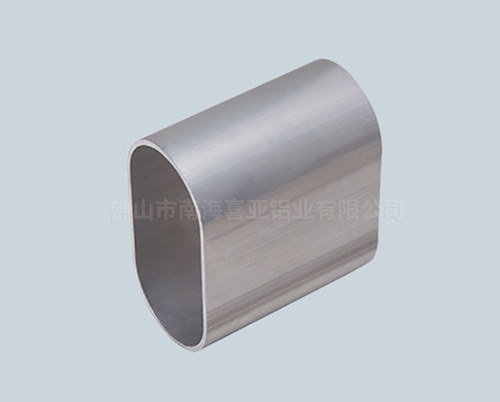
鋁擠壓原理。鋁型材擠壓是對放在容器(擠壓筒)內的金屬坯料施加外力,使之從特定的模孔中流出,獲得所需斷面形狀和尺寸的一種塑性加工方法。
鋁型材擠壓機的構成。鋁型材擠壓機由機座,前柱架,漲力柱,擠壓筒,電氣控制下的液壓系統構成,另配備模座,頂針,刻度板,滑板等。
根據鋁型材擠壓筒內金屬的種類,應力應變狀態,鋁型材擠壓方向,潤滑狀態,擠壓溫度,擠壓速度,工模具的種類或結構,坯料的型狀或數目,制品的型狀或數目等的不同,可分為正向擠壓法,反向擠壓法,(包括平面變形擠壓,軸對稱變形擠壓,一般三維變形擠壓)側向擠壓法,玻璃潤滑擠壓法,靜液擠壓法,連續擠壓法等等。

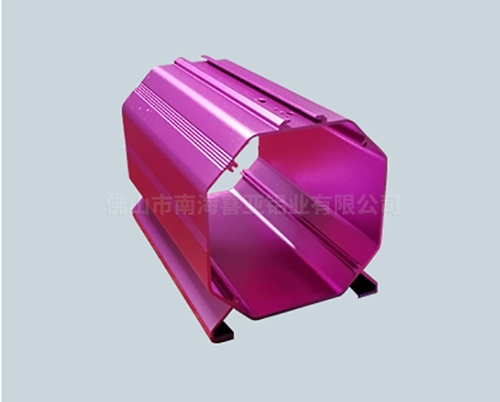
絕大多數熱變形鋁材生產企業采用正向熱變形擠壓方法通過特定的模具(平模,錐模,分流模)來獲取所需斷面形狀相符的鋁材。
正向擠壓工藝流程簡單,設備要求不高,金屬變形能力高,可生產范圍廣,鋁材性能可控性強,生產靈活性大,工模具便于維護保養修正。
缺陷是擠壓筒內表面同鋁材的摩擦強,占擠壓能耗比偏大,摩擦易使筒內鑄錠發熱增加型材的不穩定性,損害了成品效率的提升,限制了鋁及鋁合金的擠壓速度,加快了擠壓模具的磨損及使用壽命,制品組織性能表里前后不均勻。
熱變形鋁合金的種類按性能和使用要求分為8大類,性能用途各不相同。工業純鋁,優良的可加工性,耐腐蝕性,表面處理和導電性,但強度較低,用于家庭用品,電氣制品,醫藥與食品包裝,輸電與配電材料等。
應用于大型構件,支架,含Cu量高,耐蝕性較差。熱處理不可強化,可加工性,耐蝕性與純鋁相當,強度有所提高,焊接性能良好,廣泛用于日用品,建筑材料,器件等方面。
熱處理不可強化,耐蝕性,焊接性,表面光澤性優良,通過控制Mg的含量,可以獲得不同強度級別的合金。少的用于裝飾材料。中的用于船舶,車輛,建筑材料。高的用于船舶,車輛化學工廠的焊接構件。
硬化型熱處理可強化合金,耐蝕性良好,中等強度,熱加工性優良,因而大量用作擠壓材料,成形性能好通過淬火可獲得較高的硬度。大量用于建筑型材,工業上也是主要的材料來源。
強度高,焊接與淬火性能優良,缺點是耐應力腐蝕裂紋性能較差,需要采取合適的熱處理予以改善。前者主要用于飛機與體育用品,后者主要用于鐵道車輛用焊接結構材料。
特點是密度低于7000系8%~9%,高剛性,高強度,重量輕,該系列正在開發中(復雜條件下的鋁合金金屬抗衰變能力尚未完全攻克),主要作用于飛機,導彈,發動機等軍事用途。