佛山市喜亞鋁業有限公司
一站式整體解決方案專家,專業打造高端鋁材品牌
0757-81181368
一站式整體解決方案專家,專業打造高端鋁材品牌
0757-81181368

銷售部
張青:180-2224-1999
侯先生:133-2671-8618
電話:0757-81181368
QQ:287660868
郵箱:xy18022241999@163.com
網址:m.hginsight.cn
地址:佛山市南海區獅山鎮招大白泥坑工業園16號
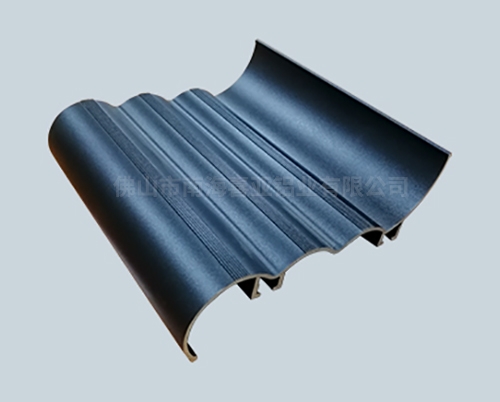
鋁合金型材制作需要在選定的熱鋁擠壓加工溫度范圍內,根據合金成分和鋁型材外殼類別的不同。鋁型材生產廠家每天都要擠壓各種不同的鋁合金型材,其中外殼類鋁型材是比較常見的一種,外殼類鋁型材一般對裝飾性要求比較高,有些外殼壁厚還比較薄。那鋁型材外殼擠壓需要注意哪些問題呢?

1、選擇合適的擠壓機,擠壓比要合理。特別是薄壁的外殼鋁型材擠壓時受力比較大,擠壓比會非常重要。
2、校直,擠出的鋁型材需要將溫度降到60度以下方可調直。調直時需要拉伸,拉伸時也要注意力度,因為鋁型材剛擠出還沒有時效,比較軟,拉伸過度容易變形。
3、拉伸要選用合適的夾具,特別是外殼類鋁型材,盡量使變形量控制在1%的范圍內。不只是夾具,還有對工人的熟練程度也有比較高的要求。
4、留意寬厚比高的、懸壁長的、弧度大的、壁厚巨細懸殊的、形狀奇怪等型材的小腳、薄齒、長腿、圓弧面、傾斜面、開口、視點等的受力狀況,避免鋁型材部分或點狀尺度變形、扭擰、螺旋等缺點發生。
5、因為毛條有阻熱的效果,所以剛擠出的鋁型材在冷卻的過程中需要經常翻動,避免冷卻不均勻造成局部亮斑,特別是大截面的,壁厚厚的鋁型材。
6、在取料和移動的時候要注意防止碰擦,每根料之間要留有空隙,每層材料之間要用毛條隔開。對彎曲和出料長短的鋁型材要及時處理。
確定鋁型材外殼允許的鋁擠壓加工的金屬流動速度的準則是不出現表面裂紋、不形成劃道、粘結工具及其他表面缺陷,保證鋁型材外殼橫斷面幾何尺寸穩定,不出現皺紋、波浪及其他缺陷。
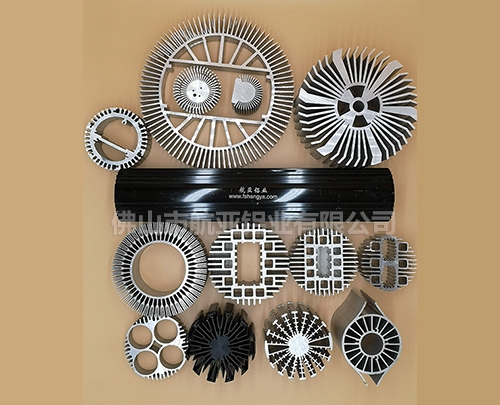
擠壓加工靈活性很大,只需要更換模子等擠壓工具即可在一臺設備上生產形狀、規格和品種不同的制品,更換擠壓工具的操作簡便易行、費時少、工效高。這種加工方法對訂貨 批量小、品種規格多的鋁合金材料加工生產廠較為經濟適用。不同的鋁型材生產廠家每天擠壓的鋁型材外殼也各有不同,大家一定要注意以上六點問題,避免鋁型材外殼擠壓出現問題,影響加工件質量。