佛山市喜亞鋁業(yè)有限公司
一站式整體解決方案專家,專業(yè)打造高端鋁材品牌
0757-81181368
歡迎光臨佛山市喜亞鋁業(yè)有限公司網(wǎng)站!
一站式整體解決方案專家,專業(yè)打造高端鋁材品牌
0757-81181368

銷售部
張青:180-2224-1999
侯先生:133-2671-8618
電話:0757-81181368
QQ:287660868
郵箱:xy18022241999@163.com
網(wǎng)址:m.hginsight.cn
地址:佛山市南海區(qū)獅山鎮(zhèn)招大白泥坑工業(yè)園16號
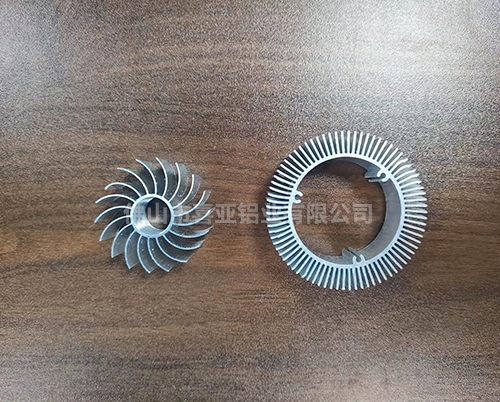
散熱器鋁型材憑著與眾不同的優(yōu)點市場應用于各行各業(yè),而鋁合金型材必須常見到4種生產(chǎn)工藝流程,分別是鑄錠、擠壓成型、調(diào)質(zhì)處理和金屬表面處理,對于4種鋁合金型材生產(chǎn)工藝流程有哪些特性?
鑄錠。該加工工藝全過程包含原料、冶煉、鍛造、均熱等關(guān)鍵工藝流程,產(chǎn)生一定成分和尺寸的鑄錠.配置好的原料,在燃氣灶或加熱爐中冶煉.冶煉后的溶體歷經(jīng)靜放爐、流槽、流盤、過濾裝置直至模內(nèi),再經(jīng)水冷散熱,產(chǎn)生一定樣子的鑄錠.為確保鑄錠表面光潔,選用磁場鍛造或熱頂鍛造法,開展多組模組(多模)鍛造.鑄錠均熱,是使鍛造情況的合金成分勻稱化,使關(guān)鍵的加強相融解.均熱是在均熱爐內(nèi)開展.均熱提升了鑄錠的塑性變形,有益于提升擠壓成型速率,增加沖壓模具的使用壽命,改進擠壓成型鋁材的工藝性能.壓成型。

擠壓加工是在鑄錠加溫、擠壓成型、水冷卻、支撐力校直、切割等工藝流程組成的一條自動化生產(chǎn)線上開展.生產(chǎn)流水線的機器設(shè)備,包含感應加熱爐、連續(xù)擠壓機、公布臺、進料運輸機、鋁合金型材提高移交設(shè)備、冷床、支撐力矯直機、貯料臺、光纜牽引機、數(shù)控鋸床等.鑄錠的加溫溫度一般操縱在400℃~520℃,溫度過高或過低都將立即危害擠壓加工.連續(xù)擠壓機一般選用單動四柱液壓機,其載貨量在1200噸~2500噸中間.連續(xù)擠壓機的擠壓成型筒直經(jīng)尺寸,隨連續(xù)擠壓機載貨量尺寸變化,連續(xù)擠壓機載貨量大,擠壓成型筒直經(jīng)也大.擠壓成型筒直經(jīng)一般在150mm~300mm范圍之內(nèi).擠壓成型專用工具操作溫度為360℃~460℃,擠壓成型速率20m/min~80m/min.擠壓成型專用工具包括磨具.沖壓模具依據(jù)構(gòu)造特性分成環(huán)模、分瓣模、舌型模和分離組成模.生產(chǎn)制造鋁門窗鋁材要用環(huán)模和分離組成模.進料臺接受來源于連續(xù)擠壓機擠壓的鋁材,并把鋁材銜接到進料操作臺.進料操作臺多是橫條運輸機型,其橫條健身運動速度擠壓成型速率同歩.冷床多見步進電機梁式,下邊安裝有非常總數(shù)的離心風機,確保鋁材勻稱水冷卻,使鋁材在校直前溫度小于70℃.支撐力矯直機含有扭曲鉗口,能夠邊扭曲效正邊拉申校直.支撐力矯直機后是貯料臺,向數(shù)控鋸床操作臺出示鋁材,數(shù)控鋸床按定尺鋸斷鋁材調(diào)質(zhì)處理。
根據(jù)不一樣的熱處理和時效性規(guī)章制度,使鋁合金型材獲得需有的物理性能。金屬表面處理。金屬表面處理可提高鋁材表面美觀大方水平,并增加鋁合金型材的使用期.鋁合金型材的金屬表面處理,也可開展上色解決,可經(jīng)大自然空氣氧化著色法、電解法著色法和預浸著色法得到。

張青:180-2224-1999 (手機/微信)
侯先生:133-2671-8618 (手機/微信)
電話:0757-81181368
QQ:287660868
郵箱:xy18022241999@163.com
地址:佛山市南海區(qū)獅山鎮(zhèn)招大白泥坑工業(yè)園16號